Featured Snippet
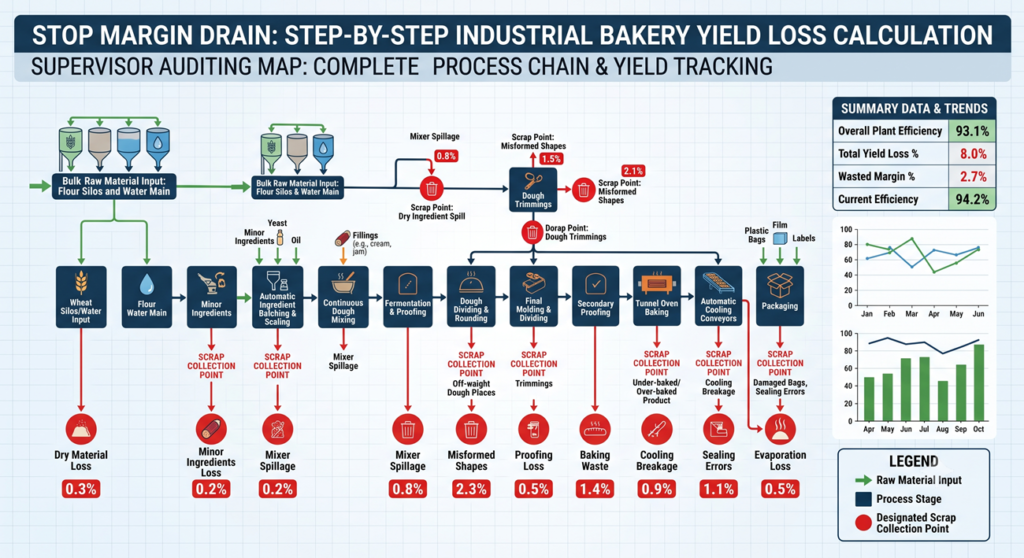
Industrial bakery yield loss represents the quantifiable mass discrepancy between the raw ingredients scaled at mixing and the final packaged product. To calculate this precisely, food technologists must audit three critical operational zones: evaporative bake loss, mechanical scaling scrap, and volumetric divider giveaway. Minimizing this cumulative mass variance is essential for protecting processing margins.
Key Takeaways
- Bake Loss Benchmark: Standard pan-bread and bun lines exhibit an optimal evaporative weight loss profile of 10% to 12% during thermal processing.
- Giveaway Threshold: Automated volumetric dividers should be calibrated to maintain an over-scaling variance of less than 1.5% per piece.
- Financial Impact: Consequently, a seemingly minor 1% reduction in cumulative floor yield loss recovers approximately 10,000 kg of product annually on a high-speed line.
Managing a high-output manufacturing line requires rigid, data-driven control over your raw material pipeline. In many commercial operations, invisible yield drain quietly erodes profitability before the product ever reaches the shipping dock. Specifically, processing variance often hides within shifting dough densities and unmonitored scrap loops. To secure an immediate Micro-Win on your shift today, institute a mandatory hourly scrap-bucket weigh-in at the divider station. This baseline measurement immediately exposes mechanical floor loss before it compounds.
The Processing Reality of Dynamic Mass Loss
Quantifying exact material loss across an automated baking line is historically challenging due to the dynamic state of the dough matrix. Therefore, many factory managers mistakenly view yield loss as a single, static figure rather than a moving sequence of thermodynamic and mechanical events.
From a processing perspective, mass leaves the system through two distinct mechanisms: physical scrap generation and moisture evaporation. When flour, water, and minor ingredients are combined, the total initial mass is locked into the system.
However, as the dough travels through the divider, rounder, proofer, and tunnel oven, variables like ambient humidity and structural shear alter the weight of the stream. If you do not isolate the specific operational zone where mass is disappearing, any attempt to recalibrate your automated machinery will result in erratic product dimensions downstream.
Systematic Steps to Fix Yield Loss
1. Calculate the True Total Mixed Mass (TMM)
First, you must establish an absolute baseline by summing the exact weights of all raw ingredients from your automated dosing system. Do not rely on nominal recipe figures. Instead, pull the real-time load cell logs from the mixer PLC. Consequently, your baseline formula must account for the precise water absorption index and any minor ingredient additions.
2. Determine Isolated Mechanical Scrap Loss (MSL)
Next, collect and weigh all physical dough discharges generated at the divider hopper, conveyor transfers, and moulder scrapers over a continuous 60-minute window. Furthermore, ensure that this collected waste is weighed before it dries out. This preserves the accuracy of your raw mass tracking.
3. Standardize the Evaporative Bake Loss (EBL) Protocol
To isolate thermal moisture loss from mechanical waste, you must track a single batch through the oven. Specifically, weigh 10 raw dough pieces immediately before they enter the tunnel oven, and then weigh those identical 10 pieces immediately upon exit from the cooler. This isolated test separates your processing evaporation from mechanical line waste.
4. Execute the Total Yield Variance Calculation
Finally, input your collected operational metrics into the centralized mass-balance equation. By comparing the expected output weight against the actual packaged case weight, you can pinpoint the exact percentage of material dropping out of the processing stream.
What the Manual Doesn’t Tell You (The Technical Edge)
Standard equipment manuals offer basic equations for yield tracking, but they frequently overlook the impact of barometric pressure differentials and internal hopper head pressure.
For example, when a high-speed divider hopper is completely full, the weight of the upper dough mass exerts significant head pressure on the dough at the bottom. This mechanical compression forces air out of the matrix, artificially increasing its density. As the hopper empties, this head-pressure drops, and the dough density naturally shifts.
Consequently, if your QA team only conducts yield calculations when the hopper is full, your baseline data will be inherently flawed. Furthermore, ambient air currents near the entrance of the tunnel oven often create localized micro-climates. These air drafts pull moisture out of the dough pieces unevenly during the first 90 seconds of baking. This structural anomaly induces an erratic weight profile across the conveyor grid that standard inline checkweighers cannot accurately map without dynamic PLC smoothing.
Technical Specifications & Industry Benchmarks
To evaluate the cumulative processing efficiency of a commercial line, engineers utilize a standard mass-balance equation to map total material conservation:
Total Yield % = [ Packaged Mass / (Raw Mass – Scrap Mass) ] x 100
Where:
- Total Yield % is the net percentage yield of the industrial line.
- Packaged Mass is the total verified mass of the finished, wrapped product.
- Raw Mass is the initial total scaled ingredient mass at the mixer.
- Scrap Mass is the physical dough and crumb mass recovered from floor scrap collectors.
To comply with international operational standards like the Safe Quality Food (SQF) manufacturing codes, total unallocated yield loss must not exceed 2.0% of the initial mixed batch weight. Specifically, any variance greater than this threshold indicates a critical calibration failure within either the thermal profiling system or the volumetric pocket sizing mechanics.
Diagnostic Reference Table
| Symptom | Probable Cause | Technical Fix |
| Consistent negative yield drift over a 4-hour shift | Excessive product giveaway due to uncompensated dough fermentation and density decay. | Program the divider PLC to dynamically increase pocket volume by 0.5% every 15 minutes of floor time. |
| Spiking evaporative loss above 13% in pan-bread items | Incorrect steam injection volume or improper zone temperature profiling in the tunnel oven. | Calibrate the wet-bulb humidity sensors in zone 1 and increase localized steam pressure to 1.2 bar to lock in crust moisture. |
| High mechanical scrap accumulation at conveyor transfer points | Poor dough elasticity causing structural tearing during automated high-speed positioning. | Adjust the transfer plate angles to less than 15 degrees and apply a micro-coat of food-grade release oil to the belts. |
Critical Mistakes to Avoid on the Floor
- Averaging Bulk Shift Weights: Never calculate your line yield by simply averaging total flour bags used against final pallets shipped at the end of a 12-hour shift. This broad approach completely masks localized equipment failures and operational spikes.
- Ignoring Crumb and Product Trim: Neglecting to account for the physical mass lost as toaster-crumbs or product crust-trimming on high-speed slicing lines leads to an artificial inflation of your calculated bake loss.
- Calibrating Checkweighers with Static Weights: Relying solely on static calibration weights to test your inline checkweighers is a major mistake. Dynamic product movement introduces structural vibrations that alter load-cell readings on the fly.
🔹 Internal Linking
- Calibration: Refer to our detailed technical guide on [Automated Bun Line Mechanical Calibration] to ensure mechanical divider tolerances are aligned.
- Rheology: Read about [Managing Rheological Weight Drift in Commercial Dough Hoppers] for more localized floor tracking strategies.
🔹 Conclusion
Mastering industrial yield calculation requires a tight integration of chemical, thermodynamic, and mechanical data points. By identifying and isolating each point of mass loss, you protect your raw material margins from invisible processing waste.
People Also Ask
Higher protein flour binds water more tightly within the developed gluten network. Therefore, doughs mixed with high-quality spring wheat exhibit lower evaporative bake loss during the initial thermal phase compared to weaker flour alternatives.
No, they cannot eliminate it because they act downstream from the source. However, when linked via an automated feedback loop, they can minimize giveaway by continuously adjusting the upstream divider pocket parameters in real time.
For a high-speed automated bun line running efficiently, the total physical dough scrap rate at the divider and moulder stations combined should strictly remain below 0.5% of the total mixed mass.